Урок №4. Розмічальні роботи. Свердління. Зенкерування.
Пристрої для роботи. Способи визначення придатності заготовок і підготовка до розмічання, визначення порядку розмічання. Способи виконання розмічання. Використання креслень, рейсмуса, кернера. Техніка вимірювання штангенциркулем. Кернування деталей. Розмічальна плита. Розмічання за кресленням та шаблоном. Розмічання від кромок і центрових ліній. Механізація процесу розмічання.
Організація робочого місця під час виконання розмічання. Безпека праці при розмічанні.
Інструмент і пристрої для свердління. Свердла, їх конструкції, матеріал, кути заточення залежно від оброблюваного металу. Вибір свердла залежно від твердості матеріалу. Способи свердління отвору. Способи свердління прохідних і неповних отворів. Свердління за кондуктором, за розміткою. Установка і закріплення деталей у лещатах. Зенкування, зенкерування і розвертання. Брак при свердлінні і шляхи його попередження.
Розмітка
Розміткою називається операція нанесення на оброблювану деталь або заготовку розмічальних рисок, що визначають контури деталі або місця, що підлягають обробці.
Основне призначення розмітки полягає у визначені меж, до яких треба обробляти заготовку.
Розмітка є однією з найбільш відповідальних операцій, оскільки від її якості залежить точність подальшої обробки або виготовлення деталі.
Розмітка буває площинна та просторова. Ми розглянемо площинну розмітку.
Устаткування, інструмент і пристосування що використовуються при розмітці
Багаточисельні і різноманітні розмічальні роботи виконуються на розмічальних плитах за допомогою вимірювальних і розмічальних інструментів та пристосувань, які можна розділити на наступні основні групи:
1) інструмент для нанесення і накернювання рисок;
2) вимірювальний інструмент і інструмент для обміру деталі і перенесення розмірів з деталі на масштаб;
3) інструмент для розмітки кіл і дуг;
4) інструмент для відшукування центрів деталей;
5) рахунково-вирішальні пристосування і ін.
Для установки, вивіряння і закріплення деталей, що розмічаються, слюсар повинен мати в своєму розпорядженні набір спеціальних пристосувань. По своєму характеру такі пристосування можуть бути поділені па наступні групи:
1) пристосування для установки, вивіряння і закріплення деталей, що розмічаються;
2) вертикальні стійки для вимірювальних лінійок;
3) додаткові площини до розмічальної плити;
4) ділильні пристосування і центрові бабки.
Розмічальні плити, що відливаються з сірого чавуну мають коробчасту форму; плити оснащені усередині ребрами жорсткості. Плити виготовляють квадратної або прямокутної форми. Звичайний розмір таких плит 750�1000, 1200х1200, 1000х1500 мм. Великі розмічальні плити роблять складеними. Висота робочої поверхні плити від підлоги 800-900 мм. Встановлюють розмічальні плити на дерев’яних столах, домкратах або на цегельному фундаменті з таким розрахунком, щоб робоча поверхня плити знаходилася строго в горизонтальному положенні.
Для нанесення рисок і накернювання при розмітці застосовують чертилки, рейсмуси і кернери.

Мал. 4.1 Чертилки: а – нормальні, б – з твердосплавним наконечником, в і г – правильне положення чертилки при нанесенні рисок
Чертилкою із загартованим і гостро заточеним кінцем наносять на поверхні деталі розмічальні риски (мал. 4.1, а і б). При проведенні рисок чертилка повинна мати подвійний нахил: один – убік від лінійки (мал. 4.1, в), інший – по напряму переміщення чертилки (мал. 4.1, г). Риски, що проводяться, будуть паралельні кромці лінійки, якщо під час їх нанесення не змінюватимуться кути нахилу чертилки. Чертилку потрібно рівномірно притискувати до лінійки і стежити за тим, щоб лінійка щільно прилягала до деталі. Риску слід проводити лише один раз; вона має бути якомога тоншою, тому необхідно стежити за тим, щоб вістря чертилки було добре заточене.
Для виготовлення чертилок застосовують круглу інструментальну сталь марок У10 або У12 діаметром 3-5 мм. Довжина чертилки зазвичай не перевищує 200-250 мм. Чертилки виготовляють з одним і двома робочими кінцями, які на довжині 20-25 мм, як правило, піддають загартовуванню.

Мал. 4.2. Рейсмус і приклади користування ним
Рейсмус, або чертилка на штативі служить для нанесення горизонтальних і вертикальних рисок (ліній), а також для перевірки заготовок, що встановлюються на розмічальній плиті або інших пристосуваннях. Рейсмуси бувають різних конструкцій і розмірів. Для легких робіт застосовується універсальний рейсмус (мал. 4.2, а). Він складається з чавунної основи 1 і шарнірно закріпленої на ній стійки 2, по якій ковзає муфта 3, що утримує голку-чертилку 4. За допомогою гвинта 5 державку з голкою і муфту закріплюють на стійці в певному положенні. Остаточна установка голки на точний розмір виконується за допомогою мікрометричного гвинта 7. При проведенні паралельних рисок за схемою (мал. 4.2, б) роль направляючої поверхні грають упорні штифти 6 і 8чавунної основи 1 (мал. 4.2, а), якими рейсмус упирається в край деталі, що розмічається. При розмітці за схемами мал. 4.2, в і гнаправляючою поверхнею є опорна поверхня основи рейсмуса. При проведенні кругових рисок за схемою мал. 4.2, д як направляючий використовується призматичний виріз па бічної поверхні основи, а по схемі, приведеній на мал. 4.2, е, – такий же виріз на нижній поверхні основи рейсмуса.
Кернер служить для нанесення уздовж рисок (ліній) невеликих конічних поглиблень (керн), що позначають розмічальні риски, їх перетин і центри кіл заготовок і деталей, що розмічаються. Кернування виконують для того, щоб розмічальні риски були добре видні. Після обробки повинні залишатися лише половини кернових поглиблень; це буде вказувати на те, що обробка виконана правильно, по розмітці.
Кернери виготовляють з інструментальної вуглецевої сталі марок У7, У8 завдовжки 70-150 мм і діаметром 6-14 мм. Робочий кінець кернера має конічне заточування, яке закінчується вістрям з кутом при вершині 45-60° (мал. 4.3, а). Робоча частина його на довжині 20-25 мм і ударна на довжині 15 мм загартовуються, вістря кернера заточують на шліфувальному верстаті. Для зручності користування на середній частині кернера передбачена накатка.

Мал. 4.3. Кернер і прийоми кернування
Кернер беруть трьома пальцями лівої руки і з нахилом від себе (мал. 4.3, б) гострим кінцем щільно притискують до наміченої на рисці точці так, щоб конічне вістря кернера збіглося з серединою риски. Перед ударом молотка кернер ставлять в прямовисне положення, а потім фіксують упором пальця в деталь ізавдають по кернеру легкого удару молотком вагою 50 -100 г.
Накернювання слід виконувати після того, як вся розмітка закінчена. Кернити в процесі розмітки не рекомендується, оскільки ударами молотка можна зрушити деталь, від чого порушиться точність подальшої розмітки.

Мал. 4.4 Масштабні металеві лінійки і прийоми вимірювання ними
Для вимірювання при розмітці довжин застосовують стальні вимірювальні (масштабні) лінійки з міліметровими поділками. Для креслення прямих рисок рекомендується користуватися сталевою лінійкою із скошеною стороною; таку лінійку прикладають скошеною стороною безпосередньо до деталі, що розмічається, і переносять з неї розміри. При вимірах великих довжин рекомендується користуватися сталевою рулеткою.

Мал. 4.5. Рулетка: а – кнопочна самозгортаюча, б – проста, в – жолобчаста, що згортається вручну
Рулетка є сталевою стрічкою, на поверхні якої нанесена шкала з ціною поділки 1 мм (мал. 4.5). Стрічка поміщена у футляр і втягується в нього або пружиною (самозгортаючі рулетки), або обертанням рукоятки (прості рулетки), або вручну (жолобчасті рулетки).

Мал. 4.6. Кронциркуль і нутромір. Способи вимірювання ними
Дуже часто розміри деталі доводиться знімати не безпосередньо масштабною лінійкою, а допоміжним інструментом, тобто кронциркулем і нутроміром, і вже з їх допомогою переносити розміри на масштабну лінійку.
Зручніший пружинний кронциркуль (мал. 4.6, 6). Ніжки такого кронциркуля під тиском кільцевої пружини 1 прагнуть розійтися, але гайка 2, навернута на стяжний гвинт 3, що укріплений на одній ніжці і вільно проходить крізь іншу, перешкоджає цьому. Обертанням гайки 2 по гвинту 3 з дрібною різьбою встановлюють ніжки на розмір, який не може змінитися довільно.Кронциркуль застосовується для виміру зовнішніх розмірів деталей: діаметрів, довжин, товщини буртиків, стінок і т. п. Він складається з двох зігнутих по великому радіусу ніжок завдовжки 150-200 мм, сполучених шарніром (мал. 4.6, а). При вимірюванні кронциркуль беруть правою рукою за шарнір і розсовують його ніжки так, щоб їх кінці торкалися деталі, що перевіряється, і переміщалися по ній з невеликим зусиллям. Розмір деталі визначають накладенням ніжок кронциркуля на масштабну лінійку.
Точність виміру кронциркулем 0,25-0,5 мм. Виготовляють його з вуглецевої інструментальної сталі У7 або УЗ, а вимірювальні кінці на довжині 15-20 мм гартують.
Нутромір служить для виміру внутрішніх розмірів: діаметрів отворів, розмірів пазів, виточок і т. п. На мал. 4.6, а і б показані звичайний і пружинний нутроміри. На відміну від кронциркуля він має прямі ніжки з відігнутими губками. Пристрій нутроміра аналогічний пристрою кронциркуля.
При вимірі діаметру ніжки нутроміра розводять до легкого торкання із стінками деталі і потім вводять в отвір прямовисно. Заміряний розмір отвору відповідатиме дійсному лише у тому випадку, коли нутромір не буде перекошений, тобто лінія, що проходить через кінці ніжок, буде перпендикулярна осі отвору. Відлік розміру виконується по вимірювальній лінійці; при цьому одну ніжку нутроміра упирають в площину, до якої під прямим кутом притиснута торцева грань вимірювальної лінійки, і виконують по ній відлік розміру (мал. 4.6, в). На мал. 4.6, г показано вимір розходження ніжок нутроміра за допомогою штангенциркуля. При цьому забезпечується більша точність (до±0,1 мм), ніж при відліку по лінійці.
Виготовляють нутроміри з вуглецевої інструментальної сталі У7 або У8 із загартовуванням вимірювальних кінців на довжині 15-20 мм.
Точність вимірювань, яку можна отримати за допомогою масштабної лінійки, складного метра або рулетки, далеко не завжди задовольняє вимогам сучасного машинобудування. Тому при виготовленні відповідальних деталей машин користуються досконалішими масштабними інструментами що дозволяють визначати розміри з підвищеною точністю.
До таких інструментів, в першу чергу, відноситься штангенциркуль.
Штангенциркуль – універсальний інструмент, призначений для високоточних вимірів зовнішніх і внутрішніх розмірів, а також глибин отворів.
Штангенциркулі застосовуються трьох типів: ШЦ-1, ШЦ-ІІ і ШЦ-ІІІ. Штангенциркулі виготовляють з границями вимірювань 0-125 мм (ШЦ-1); 0-200 і 0-320 мм (ШЦ-ІІ); 0-500; 250-710; 320-1000; 500-1400; 800-2000 (ШЦ-ІІІ).
Ноніус – допоміжна шкала для відліку долей ділення.






Штангенциркулі застосовуються трьох типів: ШЦ-1, ШЦ-ІІ і ШЦ-ІІІ. Штангенциркулі виготовляють з границями вимірювань 0-125 мм (ШЦ-1); 0-200 і 0-320 мм (ШЦ-ІІ); 0-500; 250-710; 320-1000; 500-1400; 800-2000 (ШЦ-ІІІ).
Ноніус – допоміжна шкала для відліку долей ділення.
Штангенциркуль ШЦ-І з величиною відліку по ноніусу 0,1 мм застосовується для виміру як зовнішніх, так і внутрішніх розмірів деталей (мал. 4.7, а). Він складається з штанги 8 і двох губок: нижніх 1 і 2 і верхніх 3 і 4. Губки 1 і 4 виготовлені у згоді з рамкою 5, ковзаючій по штанзі. За допомогою гвинта 6 рамка може бути закріплена в необхідному положенні на штанзі. Нижні губки служать для виміру зовнішніх розмірів, а верхні – для внутрішніх вимірювань. Глибиномір 9 сполучений з рухомою рамкою 5, пересувається по пазу штанги 8 і служить для виміру глибини отворів, пазів, виточок і т.п. Відлік цілих міліметрів виконується за шкалою штанги, а відлік доль міліметра – за шкалою ноніуса 7, поміщеної у вирізі рамки 5 штангенциркуля. Шкала ноніуса завдовжки 19 мм розділена на 10 рівних частин; отже, кожне ділення ноніуса дорівнює 19: 10=1,9 мм, тобто воно коротше за відстань між кожними двома діленнями, нанесеними на шкалу штанги, на 0,1 мм. При зімкнутих губках початкове ділення ноніуса збігається з нульовим штрихом шкали штангенциркуля, а останній-10-й штрих ноніуса – з 19-м штрихом шкали. При вимірюванні деталі штангенциркулем спочатку відлічують ціле число міліметрів за шкалою на штанзі, відшукуючи його під першим штрихом ноніуса, а потім за допомогою ноніуса визначають десяті долі міліметра. При цьому помічають ділення ноніуса, співпадаюче з діленням на штанзі. Порядкове число цього ділення показує десяті долі міліметра, які додають до цілого числа міліметрів.
{kind=link}
Штангенциркуль ШЦ-ІІ – з двостороннім розташуванням губок призначений для зовнішніх і внутрішніх вимірювань і для розмічальних робіт (мал. 4.7, б). Він складається з штанги 1 з нерухомими вимірювальними губками 6 і 7 і рамки 10 – з рухомими вимірювальними губками 5 і 8 і гвинтом 9. На штанзі нанесена основна шкала штангенциркуля з діленнями через 1 мм, а на рамці, яка може переміщатися уздовж штанги, закріплений ноніус 4. Зовнішні розміри вимірюються за допомогою обох пар губок. Але крім того, верхні губки 7 і 8 загострені і можуть бути використані для розмічальних робіт.

Мал. 4.7. Штангенциркулі з точністю вимірювання 0,1 мм (а) і 0,05 мм (б і в)
Для виміру внутрішніх розмірів на кінцях нижніх губок 5 і 6 штангенциркуля є уступи з циліндричними вимірювальними поверхнями. Губки мають сумарну товщину 9 або 10 мм (розмір маркірується на губках). Таким чином, вимірюваний розмір дорівнює величині відліку штангенциркуля плюс товщина губок.
Штангенциркуль має мікрометричний пристрій, що дозволяє з великою точністю регулювати переміщення рамки з рухомою губкою і швидко встановлювати заданий розмір.
Мікрометричний пристрій складається з хомутика 12, мікрометричного гвинта 2, одним кінцем скріпленого з рамкою 10, стопорного гвинта 11 і гайки 3, поміщеної в прорізи хомутика 12. При затиснутому стопорному гвинті 11 і обертанні гайки 3 рамка плавно переміщається уздовж штанги.
Шкала ноніуса 4 закріплена па рухомій рамці 10 штангенциркуля. Шкала ноніуса має довжину 39 мм і розділена на 20 рівних частин. Отже, кожне ділення ноніуса, що становить 39:20 = 1,95 мм, коротше за кожні два ділення, нанесені на шкалі штанги, на 0,05 мм (2,0-1,95) мал. 4.7, в. Для зручності відліку результатів виміру ноніуса через кожні п’ять ділень послідовно нанесені числа 25; 50; 75 і 1. Перше від нуля ділення ноніуса, що збіглося з яким-небудь діленням шкали, на штанзі показує 0,05 мм, друге – 0,10 мм, третє – 0,15 мм, четверте – 0,20 мм і т.д. Відлік розмірів виконується таким чином. Передбачимо, що нульове ділення ноніуса не збігається з діленням основної шкали. Вона знаходиться між 20 і 21-м діленнями основної шкали, а 11-е ділення шкали ноніуса збіглося з діленням основної шкали. Тоді дійсний розмір складатиметься з 20 мм цілих і 11х0,05 = 0,55 мм, тобто буде рівний 20+(11х0,05) =20,55 мм.
Щоб уникнути помилок при вимірюванні, необхідно при відліку розміру дивитися на шкалу під прямим кутом. У ряді випадків на шкалу дивляться під різними кутами, що призводить до значних погрішностей.
Штангенциркуль ШЦ-ІІІ – з однобічним розташуванням губок і величиною відліку по ноніусу 0,05 мм служить для вимірювання зовнішніх поверхонь і отворів. Цей штангенциркуль застосовується для виміру деталей великих розмірів від 500 до 2000 мм. Його пристрій майже такий ж, як і вищеописаного штангенциркуля, а послідовність відліку розмірів аналогічна ШЦ-ІІ.
Для нанесення і контролю вертикальних і похилих рисок і перевірки вертикальності положення деталі, що розмічається, на плиті користуються сталевими косинцями, а риски, нахилені до поверхні плити, можна проводити за допомогою малки. Значно зручніше вимірювати кути і наносити похилі риски кутоміром, оскільки він дає можливість відкладати будь-які кути і визначати їх величину в градусах.
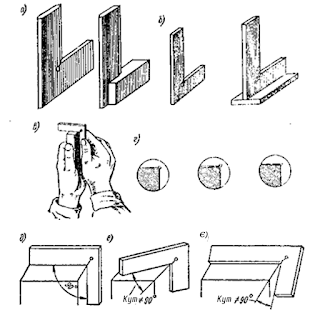
Косинці і малки – найпоширеніший інструмент для перевірки прямих кутів. Стальні косинці з кутом 90° бувають різних розмірів, цілісні або складені (мал. 4.8).

Мал. 4.8. Косинці з кутом 900 і способи їх застосування
Косинці виготовляють чотирьох класів точності: 0; 1; 2 і 3. Найбільш точні косинці класу 0. Точні косинці з фасками називаються лекальними (мал. 4.8, а, б). Для перевірки прямих кутів косинець накладають на деталь, що перевіряється, і визначають правильність обробки кута, що перевіряється, на просвіт. При перевірці зовнішнього кута косинець накладають на деталь його внутрішньою частиною (мал. 4.8, в), а при перевірці внутрішнього кута – зовнішньою частиною. Наклавши косинець однією стороною на оброблену сторону деталі, злегка притискуючи його, поєднують іншу сторону косинця з оброблюваною стороною деталі і по просвіту, що утворився, судять про точність виконання прямого кута (мал. 4.8, г). Інколи розмір просвіту визначають за допомогою щупів. Необхідно стежити за тим, аби косинець встановлювався в площині, перпендикулярній до лінії перетину площин, утворюючих прямий кут (мал. 4.8, д). При похилих положеннях косинця (мал. 4.8, е, є) можливі помилки вимірів.

Мал. 4.9. Проста малка і способи її застосування
Проста малка (мал. 4.9) складається з обойми 1 і лінійки 2, закріпленої шарнірно між двома планками обойми. Шарнірне кріплення обойми дозволяє лінійці займати по відношенню до обойми положення під будь-яким кутом. Малку встановлюють на необхідний кут за зразком деталі або по кутових плитках. Необхідний кут фіксується гвинтом 3 з барашковою гайкою.
Проста малка служить для виміру (перенесення) одночасно лише одного кута.
Транспортири зазвичай застосовуються для виміру і розмітки кутів на площині. Кутоміри бувають прості і універсальні.
Мал. 4.10. Простий кутомір
Простий кутомір складається з лінійки 1 і транспортира 2 (мал. 4.10). При вимірах кутомір накладають на деталь так, щоб лінійка 1 і нижня частина полиці транспортира 2 збігалися із сторонами вимірюваної деталі 3. Величину кута визначають по покажчику 4, що переміщається за шкалою транспортира разом з лінійкою. Простим кутоміром можна вимірювати величину кутів з точністю 0,5-1°.
Перенесення лінійних розмірів з масштабної лінійки на оброблювану деталь, розмітка кіл і дуг, ділення відрізків кіл і різні геометричні побудови виконуються за допомогою циркулів різних конструкцій.

Мал. 4.11. Інструменти для розмітки окружностей і дуг: а – циркулі зі змінними ніжками, б – пружинний циркуль, в – розміточний штангенциркуль
Точні циркулі мають зазвичай знімні ніжки (мал. 4.11, а). При розмітці застосовують також пружинні циркулі. Вони відрізняються від простих тим, що ніжки їх сполучені пружинним кільцем. Знятий розмір надійно фіксується за допомогою настановного гвинта і гайок (мал. 4.11, б). Звичайним циркулем можна розмічати кола діаметром до 1 м. Для розмітки кіл великих діаметрів застосовують розмічальний штангенциркуль (мал. 4.11,в). Він складається з штанги 2 з міліметровими поділками і двох ніжок – нерухомої 1 і рухомої 3 з ноніусом. Ніжки, які кріпляться в необхідному положенні стопорними гвинтами 5 і 6, мають змінні голки 4, що досить зручно при розмітці окружностей, які лежать на різних рівнях.
Інструмент для відшукання центрів деталей. При розмітці кіл положення центрів визначають, виконуючи декілька зарубок циркулем, на що витрачають багато часу. Це усувається використанням нескладних інструментів, званих центрошукачами.
За допомогою косинця-центрошукача (мал. 4.12, а) розмічають центрові риски і центри на торцях круглих деталей. Він складається з косинця 1 з прикріпленою до нього лінійкою 2, кромка якої ділить прямий кут косинця навпіл. Для того, щоб знайти центр, інструмент накладають на торець деталі так, щоб внутрішні полиці косинця торкалися циліндричної поверхні деталі. Після цього чертилкою проводять лінію уздовж лінійки (мал. 4.12, б). Потім центрошукач повертають на будь-який кут і проводять другу лінію. Перетин двох розмічених ліній визначить центр деталі.

Мал. 4.12. Центрошукачі та способи їх застосування
Для відшукання центру або розмітки отворів на торцях валів на багатьох підприємствах застосовують центрошукач- транспортир (мал. 4.12, в), що складається з лінійки 1, скріпленої з косинцем 2. За допомогою движка 5 транспортир 3 пересувається по лінійці 1 і закріплюється на ній в потрібному положенні барашкою 4. В процесі розмітки центрошукач накладають на торець валу так, щоб полиці косинця торкалися бічної поверхні вала. При цьому лінійка 1 проходит по його центру. Користуючись лінійкою, проводять дві взаємно перпендикулярні риски, на перетині яких накернюють центр валу. При необхідності розмітити отвір d, розташований, наприклад, під кутом 450 відносно горизонтальної осі на відстані 25 мм від центру, встановлюють в заданому положенні (під кутом 450) транспортир і, користуючись масштабною лінійкою, проводять риску, що визначає положення центру отвору.
Для відшукання центру обробленого отвору (рис, 4.12, г) користуються центрошукачем, прийоми роботи з яким аналогічні прийомам при розмітці косинцем-центрошукачем. Тільки в цьому випадку центрошукач встановлюється і притискається до стінок отвору упорними шпильками 1, закріпленими в дузі 2. Провівши дві риски по верхній грані лінійки 3 в двох різних положеннях центрошукача, в точці їх перетину знаходять шуканий центр. У разі потреби нанесення рисок і знаходження центру вже обробленого отвору, в отвір забивають планки-пробки або застосовують спеціальні пристосування, однотипні з пристосуванням, показаним на мал. 4.12, д.
Послідовність виконання розмітки
Перш ніж приступити до розмітки, ретельно перевіряють, чи нема в заготовки пороків: тріщин, раковин, газових пузирів, перекосів і інших дефектів, а також звіряють з кресленням розміри і припуски на обробку. Заготовки з листового, смугового і круглого матеріалу обов’язково мають бути відрихтовані на спеціальній плиті ударами молотка або під пресом.
До установки заготовки або деталі на розмічальну плиту ті її поверхні, на яких мають бути нанесені розмічальні риски, покривають крейдою, розведеною у воді до густини молока; у цей розчин додають столярний клей (для зв’язки) і сикатив (для швидкого висихання). Поверхні чисто оброблених заготовок забарвлюють розчином мідного купоросу (25-30 г купоросу на 200 г води). Після висихання розчину на поверхні деталі залишається тонкий і дуже міцний шар міді, на якому добре видно розмічальні риски.
Алюмінієві відливки можна покривати швидковисихаючими світлими фарбами і лаками або шелаком, розчиненим в спирті з добавкою фарбника.
Для забарвлення листів на робочому місці розмітчика можна рекомендувати полівінілацетатні або бутадієнстирольні водорозчинні фарби (латасні), що не володіють токсичними властивостями.
Деталі, що розмічаються, доводиться забарвлювати, тому що чертилка, рейсмус або циркуль залишають на незабарвлених поверхнях дуже тьмяний слід. Якщо місця, що розмічаються, покрити одним з вищезгаданих розчинів, то риски на тлі фарби виразно видно і зберігаються тривалий час. Великі деталі немає сенсу забарвлювати цілком. Для економії фарби і часу досить забарвити лише ті місця, де будуть нанесені розмічальні риски. Сповна достатня ширина забарвленої смуги в межах від 20 до 50 мм. Забарвлення слід виконувати на спеціальних стелажах або на підлозі біля розмічальної плити. Фарба наноситься на поверхні, що розмічаються, звичайними малярними кистями. При розмітці крупних деталей, коли доводиться закрашувати більше поверхні, застосовується забарвлення пульверизатором.
До розмітки необхідно визначити базу деталі, від якої наноситимуться риски.
Базою називається поверхня або спеціально підготовлені риски, від яких виконують виміри і відліки розмірів в процесі розмітки. Базою може служити також частина поверхні заготовки, що розмічається, або деталі, якою вона встановлюється (спирається) на розмічальній плиті. При площинній розмітці базою можуть бути зовнішні кромки плоских заготовок, а також різні риски (зазвичай центрові), які в цьому випадку наносяться в першу чергу. Якщо базою служить зовнішня кромка заготовки, то її потрібно заздалегідь вирівняти. Якщо базою є дві взаємно перпендикулярні кромки заготовки, то до розмітки їх потрібно обробити під прямим кутом. При точній розмітці базові поверхні мають бути особливо ретельно оброблені і пригнані по лінійці і косинцю.
Риски зазвичай наносять в наступному порядку: спочатку всі горизонтальні риски, потім вертикальні, після цього похилі і в останню чергу – кола, дуги і заокруглення. Якщо базою є центрові риски, то з них починають розмітку, а потім, користуючись ними, наносять всі останні риски. Розмітку можна вважати закінченою, якщо зображення на площині заготовки повністю відповідає кресленню.
Переконавшись в правильності виконання розмітки, всі лінії накернюють для того, щоб вони не стерлися при обробці деталі. Керни мають бути неглибокими і розділятися розмічальною рискою навпіл.
Площинна розмітка по шаблонам
Шаблоном називається пристосування, по якому виготовляють або перевіряють великі партії однакових деталей. Для розмітки складних деталей, що вимагає витрати великої кількості часу, навіть при малих партіях деталей доцільно користуватися шаблонами.

Мал. 4.13. Прийоми розмітки по шаблонам: а – контура, б – отворів
Суть розмітки по шаблонам полягає в тому, що шаблон накладають на попередньо зафарбовану заготовку (деталь) і проводять чертилкою риску вздовж контуру шаблона (мал. 4.13, а), потім по рискам наносять керни. За допомогою шаблонів зручно розмічати і центри отворів (мал. 4.13, б), особливо, якщо цих отворів багато і всі вони повинні співпадати з такими ж отворами в пов’язаній деталі (фланці труб, трійників і т. п.).
















Свердління
Свердління – один з найпоширеніших методів здобуття отвору різанням. Ріжучим інструментом тут служить свердло, яке дає можливість як отримувати отвори в суцільному матеріалі (свердління), так і збільшувати діаметр вже просвердленого отвору (розсвердлювання).

Мал. 4.14. Робота свердла при свердлінні
При свердлінні оброблювану деталь закріплюють на столі свердлильного верстата прихватами, в лещатах, на призмах і т. п., а зверху надають два спільні рухи (мал. 4.14) обертове v і поступальне (направлене уздовж осі свердла) s. Обертальний рух свердла називається головним (робочим) рухом. Поступальний рух уздовж осі свердла називається рухом подачі.
Свердління виконується на приводних свердлильних верстатах і вручну – ручними дрилями, за допомогою механізованого інструменту – електричними і пневматичними дрилями, а також електроіскровим і ультразвуковим методами.

Мал. 4.15. Електрична дриль
Свердла, їх конструкції і призначення
По конструкції і призначенню свердла підрозділяються на ряд видів.
Перові свердла є простим ріжучим інструментом (мал. 4.16, а). Вони застосовуються головним чином в ручних дрилях для свердління невідповідальних отворів діаметром до 25 мм.

Мал. 4.16. Різноманітні конструкції свердел
Спіральні свердла з циліндричним і конічним хвостовиками (мал. 4.16, б, в) використовуються як для ручного свердління, так і при роботі на верстатах (свердлильних, револьверних і ін.).
Свердла для глибокого свердління застосовуються на спеціальних верстатах для здобуття точних отворів малого діаметру. Під глибоким свердлінням зазвичай розуміють свердління отворів, довжина яких перевищує їх діаметр в 5 разів і більш.
Центрові свердла (мал. 4.16, г) служать для здобуття центрових поглиблень на оброблюваних деталях.
Комбінований інструмент для обробки отворів дозволяє виконувати одночасну обробку одноосних отворів (мал. 4.16, д), а також одночасне свердління і зенкування або розвертання отворів (див., наприклад, мал.. 4.16, е).
Для виготовлення свердел, як правило, застосовують наступні інструментальні матеріали: вуглецеву інструментальну сталь марок У10А і У12А, леговані сталі – хромисту марки X і хромокремнієву 9ХС; швидкоріжучу сталь марок Р9 і Р18. Останніми роками для оснащення ріжучих кромок свердел стали застосовувати пластинки твердих сплавів марок ВК6, ВК8, Т15К6 і ін.
Свердла з швидкоріжучих сталей роблять зварними: робочу частину – з швидкоріжучої сталі, а іншу частину – з менш дорогої конструкційної сталі. Найбільш поширеними є спіральні свердла з швидкорізальних сталей.
Елементи і геометричні параметри спірального свердла
Спіральне свердло має робочу частину, шийку, хвостовик для кріплення свердла в шпинделі верстата чи дрилі і лапку, яка слугує упором при вибиванні свердла з гнізда шпинделя і передачі через неї великих крутячих моментів (мал. 4.17, а). Робоча частина, у свою чергу, розділяється на ріжучу і направляючу.

Мал. 4.17. Елементи спірального свердла
Ріжуча частина, на якій розташовані всі ріжучі елементи свердла, складається: з двох зубів (пер), утворених двома спіральними канавками для відведення стружки (мал. 4.17, б); перемички (серцевини) – середньої частини свердла, що сполучає обидва зуба (пера); двох передніх поверхонь, по яких збігає стружка, і двох задніх поверхонь; двох стрічок, які слугують для направлення свердла, калібрування отвору і зменшення тертя свердла об стінки отвору; двох головних ріжучих кромок, утворених перетином передніх і задніх поверхонь і виконуючих основну роботу різання; поперечної кромки (перемички), утвореної перетином обох задніх поверхонь. На зовнішній поверхні свердла між краєм стрічки і канавкою розташована дещо поглиблена частина, яка йде по гвинтовій лінії і називається спинкою зуба.
Зменшення тертя свердла об стінки просвердлюваного отвору досягається також тим, що робоча частина свердла має зворотний конус, тобто діаметр свердла в ріжучій частині більший, ніж на іншому кінці, біля хвостовика. Різниця у величині цих діаметрів складає 0,03-0,12 мм на кожних 100 мм довжини свердла.
До геометричних параметрів ріжучої частини свердла (мал. 4.18) відносяться: кут при вершині свердла, кут нахилу гвинтової канавки, передній і задній кути, кут нахилу поперечної кромки (перемички).


Мал. 4.18. Геометричні параметри спірального свердла
Кут при вершині свердла 2φ розташований між головними ріжучими кромками. Він робить великий вплив на роботу свердла. Величина цього кута вибирається залежно від твердості оброблюваного матеріалу і коливається в межах від 800 до 1400; для сталей, чавунів і твердих бронз 2φ = 116-1180, для латуні і м’яких бронз 2φ = 1300, для легких сплавів – дюралюміну, силуміну 2φ = 1400; для червоної міді 2φ = 1250; для ебоніту і целулоїду 2φ = 80-900.
Для підвищення стійкості свердел діаметром 12 мм і вище застосовують подвійне заточування свердел; при цьому головні ріжучі кромки мають форму не прямої, як при звичайному заточуванні (мал. 4.18, а), а ламаної лінії (мал. 4.18, б). Основний кут 2φ = 116-1180 (для сталей і чавунів), а другий кут 2φ0 = 70-750.
Кут нахилу гвинтової канавки позначається грецькою буквою омега ω (мал. 4.18, а). Із збільшенням цього кута процес різання полегшується, покращується вихід стружки. Проте свердло (особливо малого діаметру) із збільшенням кута нахилу гвинтової канавки ослаблюється. Тому в свердел малого діаметру цей кут робиться меншим, ніж в свердел великого діаметру.
Кут нахилу гвинтової канавки повинен вибиратися залежно від властивостей оброблюваного металу. Для обробки, наприклад, червоної міді і алюмінію цей кут потрібно брати рівним 35-400, а для обробки сталі ω = 250 і менше.
На мал. 4.18, в зображено приклад кутів φ = 1180, ω = 270.

Мал. 4.19. Заточка ріжучих кромок свердла: а – положення свердла в руках, б – положення свердла відносно шліфувального круга
Діаметри свердел бувають від 0,3 мм до 20,0 мм з кроком 0,1 мм (деякі 0,05 мм), згідно стандартів DIN 338 (ГОСТ 10902-77), DIN 340 (ГОСТ 886-77) та ін.
Свердлильні станки

Мал. 4.20. Вертикально-свердлильний станок моделі 2135: 1 – основа, 2 – стіл, 3 – шпиндельний вузол, 4 – направляючий кронштейн, 5 – коробка швидкостей, 6 – колона

Мал. 4.21. Радіально-свердлильний станок: 1 – основа, 2 – нерухома колона, 3 – обертова колона, 4 – траверса, 5 – механізм підйому і опускання траверси, 6 – свердлильна головка, 7 – шпиндель
Процес різання при свердлінні
В процесі свердління під впливом сили різання ріжучі поверхні свердла стискують прилеглі до них частки металу, і коли тиск, що створюється свердлом, перевищує сили зчеплення часток металу, відбувається утворення елементів стружки і відділення її.
При свердлінні в’язких металів (сталь, мідь, алюміній і ін.) окремі елементи стружки, щільно зчіплюючись між собою, утворюють безперервну стружку, що завивається в спіраль (див. мал. 4.14). Така стружка називається зливною. Якщо оброблюваний метал крихкий, наприклад чавун або бронза, то окремі елементи стружки надламуються і відокремлюються один від одного. Така стружка, що складається з окремих роз’єднаних між собою елементів (лусочок) неправильної форми, носить назву стружки надлому.
Прийоми свердління
Залежно від точності і величини партії оброблюваних деталей свердління отворів може виконуватися по розмітці з накернюванням центрів отворів або по кондукторах.
Свердління по розмітці при відносно точному положенні отвору виконують в два прийоми: спочатку свердлять отвір попередньо, а потім остаточно. Попереднє свердління виконують з ручною подачею на глибину 0,25 діаметра отвору, потім свердло піднімають, видаляють стружку і перевіряють збіг кола надсверленного отвору з розмічальним колом. Якщо вони збігаються, то можна продовжувати свердління, включивши механічну подачу, і довести його до кінця. Якщо ж надсверлений отвір виявився не в центрі, то його виправляють шляхом прорубування двох-трьох канавок від центру з того боку центрального поглиблення, куди потрібно змістити свердло. Канавки направлять свердло в намічене кернером місце. Зробивши ще одне надсверлювання і переконавшись в його правильності, доводять свердління до кінця.

Мал. 4.22. Свердління в кондукторах: а – в закритому (коробчастому), б – в накладному
Свердління по кондуктору виконують в тих випадках, коли потрібно отримати вищу точність, а також при великій партії однакових деталей. Цей спосіб набагато продуктивніший свердління по розмітці, оскільки відпадає потреба в самій розмітці, у витримці деталі перед її обробкою; кріплення деталі виконується надійно і швидко; знижується стомлюваність робітника і т. п. Наявність постійних настановних баз і кондукторних втулок, що направляють інструмент, підвищує точність обробки і забезпечує взаємозамінність деталей.
На мал. 4.22, а зображений закритий кондуктор коробчастої форми. Оброблювану деталь закривають усередині коробки 1, доводять до упору 2 і кріплять гвинтами 4 і 6. Свердло спочатку вводять в направляючу втулку 3, а потім, просвердливши отвір і пересунувши кондуктор, просвердлюють другий отвір через направляючу втулку 5.
При користуванні накладними кондукторами оброблювану деталь затискають в машинних лещатах або на столі верстата.
Кондуктор 3 накладають на ту частину поверхні деталі 1, де потрібно просвердлити отвір (мал. 4.22, б). Кріплять кондуктор на деталі бічними гвинтами 2 або притисками різних конструкцій.
Свердління прохідних отворів відрізняється від свердління глухих отворів. Коли свердло підходить до виходу з отвору, опір металу значно зменшується, і відповідно має бути зменшена подача. Якщо подачу не зменшити, то свердло різко опуститься, захопить великий шар металу, заклиниться і може зламатися. Зазвичай для того, щоб уникнути цього, в кінці свердління вимикають механічну подачу свердла і досвердлюють отвір з ручною сповільненою подачею.
Свердління глухих отворів на задану глибину вимагає попереднього налаштування по спеціальному пристосуванню, що є на свердлильному верстаті. Якщо ж такого пристосування немає, користуються упорною втулкою, закріпленою в потрібному місці безпосередньо на свердлі (мал. 4.23).

Мал. 4.23. Свердління глухих отворів по упору: 1 – упорна втулка, 2 – стопорний гвинт, 3 – деталь
Упорну втулку або пристосування для роботи по упору, змонтоване на шпинделі, настроюють так. Свердло опускають на деталь, а упорний стержень (втулку) встановлюють і закріплюють на висоті, що відповідає глибині свердління. Коли свердло опуститься на встановлену глибину, упорний стержень або втулка дійдуть до обмежувача або торця і зупиняться. При цьому шпиндель (свердло) не зможе пройти далі в метал.

Мал. 4.24. Свердління неповних отворів
Свердління неповних отворів виконують двома способами. За першим способом пару деталей закріплюють в лещатах так, щоб їх поверхні, на яких мають бути просвердлені неповні отвори, збіглися. Потім розмічають на лінії стику закріплених деталей центри отворів і виконують свердління звичайним способом (мал. 4.24, а). При свердлінні неповного отвору в одній деталі користуються прокладками з того ж матеріалу, що й деталь, яка обробляється (мал. 4.24, б).
Зенкування, зенкерування і розвертання
Зенкуванням називається обробка вхідної або вихідної частини отвору з метою зняття фасок, задирок, а також утворення поглиблень під голівки болтів, гвинтів і заклепок. Інструменти, що використовуються для цієї мети, називаються зенковками. За формою ріжучої частини зенковки поділяються на конічні і циліндричні (мал. 4.25).

Мал. 4.25. Зенковки і приклади обробки ними отворів: а – конічні, б – циліндричні

Мал. 4.26. Зенкери: а – цільний, б – насадний, в – зі вставними ножами
Зенкеруванням називається обробка (розширення) заздалегідь просвердлених штампованих або литих отворів з метою надання їм строгої циліндричної форми, досягнення більшої точності і чистоти поверхні. Зенкерування забезпечує здобуття отворів 4-5-го класів точності. Отвори 2-3-го класів точності виходять розвертанням. Тому зенкерування застосовують переважно як проміжну операцію між свердлінням і розвертанням. Інструменти, що використовуються для цієї технологічної операції, називаються зенкерами (мал. 4.26).
Зенкеруванням обробляються також литі, штамповані і прошиті в кузні отвори.
Зенкери відрізняються від свердел влаштуванням ріжучої частини і великим числом ріжучих кромок. Велика кількість направляючих стрічок забезпечує правильне і стійкіше положення зенкера відносно осі оброблюваного отвору, а розподіл зусиль на три-чотири ріжучі кромки – більш плавну, ніж при свердлінні, роботу і отримання чистого і достатньо точного отвору.
Розвертання є операцією чистової обробки отворів, що забезпечує високу точність розмірів і чистоту поверхні. Ця операція виконується за допомогою інструменту, що називається розверткою (мал. 4.27).

Мал. 4.27. Основні типии розверток: а-д – циліндричні, е-з – конічні
Основні види браку при свердлінні отворів
Груба поверхня просвердленого отвору виходить при роботі тупим або неправильно заточеним свердлом при великій величині подачі і недостатньому охолоджуванні свердла. Для запобігання цьому виду браку потрібно перед початком роботи перевірити шаблоном правильність заточування свердла, працювати лише по режимах, вказаних в технологічній карті, своєчасно регулювати подачу охолоджуючої рідини на свердло.
Діаметр просвердленого отвору, що перевищує заданий, виходить унаслідок неправильного вибору розміру свердла, неправильного його заточування (нерівні кути в ріжучих кромок, ріжучі кромки різної довжини, зсув поперечної кромки свердла), наявність люфта у вузлі шпинделя верстата і ін. Щоб уникнути цього вигляду браку необхідно до початку роботи перевірити заточування свердла, вибрати свердло необхідних розмірів, перевірити положення шпинделя і ретельно відрегулювати його.
Зсув осі отвору виходить в результаті неправильної розмітки деталі (при свердлінні по розмітці), неправильної установки і слабкого кріплення деталі на столі верстата (деталь зрушилася при свердлінні), биття свердла в шпинделі і відведення свердла убік. Щоб запобігти зсуву осі, потрібно правильно розмічати деталь і заздалегідь засвердлювати центрове поглиблення, перевіряти міцність кріплення деталі до початку роботи, а також биття і правильність заточування свердла.
Перекіс осі отвору може бути викликаний неправильною установкою деталі на столі верстата або в пристосуванні, попаданням стружки під деталь, не перпендикулярністю столу до шпинделя верстата і надмірно великим натиском на свердло при його подачі. Щоб попередити цей вид браку, необхідно детально перевірити установку і кріплення деталі, попередньо очистивши стіл від стружки і бруду, вивірити стіл, слідкувати за силою натиску на свердло при ручній подачі.
Безпека праці
Безпека праці при розмітці.
При виконанні розміточних операцій необхідно дотримуватись наступних правил безпеки праці:
встановлення заготовок (деталей) на плиту і зняття з плити необхідно виконувати лише в рукавицях;
заготовки (деталі), пристосування надійно встановлювати не на краю плити, а ближче до середини;
перед встановленням заготовок (деталей) на плиту слід перевірити її на стійкість;
під час роботи на вільні (не використовувані) гостро заточені кінці чертилок обов’язково надівати запобіжні пробки або спеціальні ковпачки;
мідний купорос, що використовується для фарбування, наносять лише кісточкою, дотримуючись мір безпеки (він ядовитий);
слідкувати за тим, щоб проходи навколо розміточної плити були завжди вільні;
слідкувати за справністю кріплення молотка на ручці;
видаляти пил і окалину з розміточної плити лише щіткою, а з крупних плит – мітлою;
промаслене дрантя і папір складають лише в спеціальні металеві ящики.
Безпека праці при свердлінні.
При роботі на свердлильному верстаті слід дотримуватись наступних правил безпеки праці:
правильно встановлювати, надійно закріплювати заготовки на столі верстата і не утримувати їх руками в процесі обробки;
не залишати ключа в свердлильному патроні після зміни ріжучого інструменту;
пуск верстата виконувати лише тоді, коли є тверда впевненість в безпеці роботи:
стежити за роботою насоса і кількістю охолоджуючої рідини, що поступає до місць обробки;
не братися за ріжучий інструмент, що обертається, і шпиндель;
не виймати рукою зламаних ріжучих інструментів з отвору, користуватися для цього спеціальними пристосуваннями;
не натискувати сильно на важіль подачі при свердлінні заготовок на прохід, особливо при свердлінні свердлами малого діаметра;
підкладати дерев’яну підкладку на стіл верстата під шпиндель при зміні патрона або свердла;
користуватися спеціальним ключем, клином для видалення свердлильного патрона, свердла або перехідної втулки з шпинделя;
постійно стежити за справністю ріжучого інструменту і пристроїв кріплення заготовок і інструменту;
не передавати і не приймати яких-небудь предметів через працюючий верстат; не працювати на верстаті в рукавицях; не спиратися на верстат під час його роботи.
Обов’язково зупиняти верстат у випадку:
відходу від верстата навіть на короткий час;
припинення роботи;
виявлення несправностей у верстаті, приладді, пристосуваннях і ріжучому інструменті;
змащування верстата;
установки або зміни ріжучого інструменту і пристосувань, приналежностей і т. д.;
прибирання верстата, робочого місця і стружки з інструменту, патрона і заготовки.
Комментариев нет:
Отправить комментарий